城镇污水处理厂自控系统解决方案
发布日期:2017-10-12 14:56 浏览次数:
随着工程技术的发展和实践经验的积累,近年来城镇污水处理厂的自动化水平在不断提高。但由于各地区环境容量的不断减小以及城镇污水处理厂处理标准的提高,许多城镇污水处理厂自动化水平已无法达标。针对这一情况南京康卓环境科技有限公司(康卓科技)组织技术团队设计了一套符合城镇污水处理厂自动化需求的自控系统,该污水处理厂自动化控制系统采用国内外较先进的技术工艺设备,提高自动化水平,并适应整个污水处理工艺需要,采用西门子PLC为主的集中和分散相结合的自动化控制系统,实现对全厂工艺参数、电气参数和设备运行状态进行监测、控制、连锁和报警以及报表打印,通过使用在主站和远程站间的一系列通讯链,完成整个污水厂工艺流程所必需的数据采集,数据通讯,顺序控制,时间控制,回路调节及上位监视和管理作用。在满足工艺流程的要求之外,还能实现污水厂的安全生产,提高生产管理水平。
康卓城镇污水处理厂集中管理监控系统已经在东屏、白马、和风、洪蓝、晶桥等国内多做乡镇污水处理厂上广泛应用,性能稳定,安全可靠。
系统简述
污水处理厂的整个处理系统包括格栅池、提升泵池、水解酸化池、沉砂池、一体化曝气池、人工湿地配水系统和消毒池等结构。各个设备厂家仅配套各自电气控制柜进行控制,采用的是纯电气控制方式且各个工艺段是完全分裂的,工艺参数只能采用人工记录的方式,有些需要取样实验才能得到数据。操作人员的劳动强度大,也不便于对水质参数进行分析。建自动化控制系统就是集中监视整个污水厂的各个工艺环节,实现对生产过程的自动控制、报警、自动操作以及在线实时反映各工艺流程中设备运行状况与需要参数,提高企业管理水平。
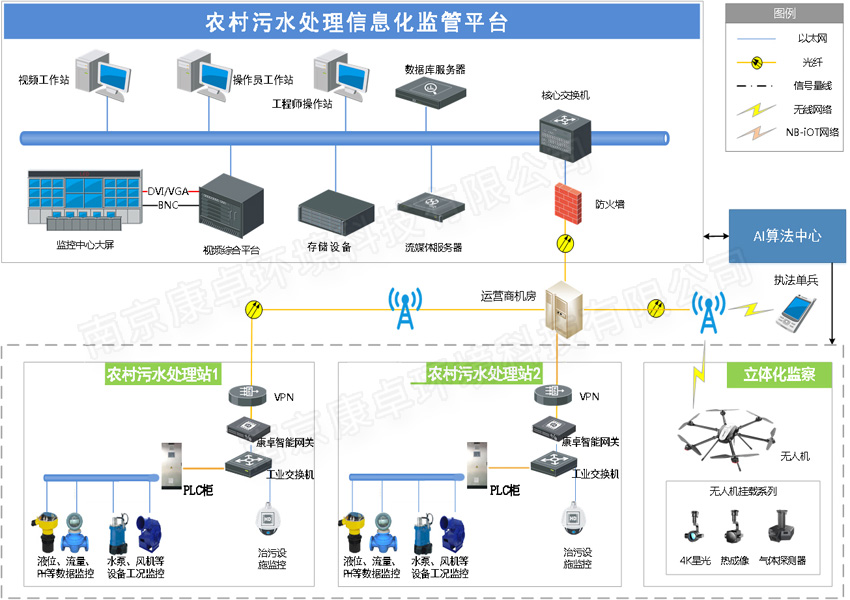
城镇污水处理厂自动化控制系统遵循“分散控制、集中监控、危险分散、数据共享”,由水质在线自动化检测和控制系统,以及过程数据处理系统三大部分组成。控制系统采用全开放式,支持不同计算厂家的硬件在同一网络中运行,并支持实时多任务,多用户的操作系统;网络介质要求使用可直埋的光缆,在出现故障时,可在线增加或删除任意一个节点,都不会影响到其他设备的运行和通讯。
城镇污水处理厂自控系统
系统功能
1.数据采集与控制功能
(1)各种仪表的模拟量采集,各种设备开关信号采集,在线仪表数据收集。
(2)值班人员在中控室通过计算机的键盘或鼠标,根据工艺条件和控制要求,按规定时间周期设定的逻辑顺序等自动地启动或停止某些设备,或进行交替运行,或设定控制调节参数。
2.3.2 自动检测功能
设计时是采用1套PLC来实现整个系统各个工艺设施的监控。该系统可以自动、连续地检测并记录和显示出污水处理过程的水质参数(SS、DO、COD、PH等),过程参数(温度、压力、水位、流量等),电气参数等数据,以及设备的运行状况(自动、手动、运行、停止、故障、本次运行时间、累计运行时间、阀门开关及开度等)。实行每天24h不间断地循环检测采集到的数据,进行处理、归类并以原始数据文件形式存入服务器。
城镇污水处理厂自动化监控系统
2.3.3 故障报警及处理功能
控制系统有一套完整的自诊断功能,可以在运行中自动地诊断出系统的任何一个部件是否出现故障,并且在监控软件中及时、准确地反映出故障状态、故障时间、故障地点、及相关信息。
2.3.4 数据输出功能
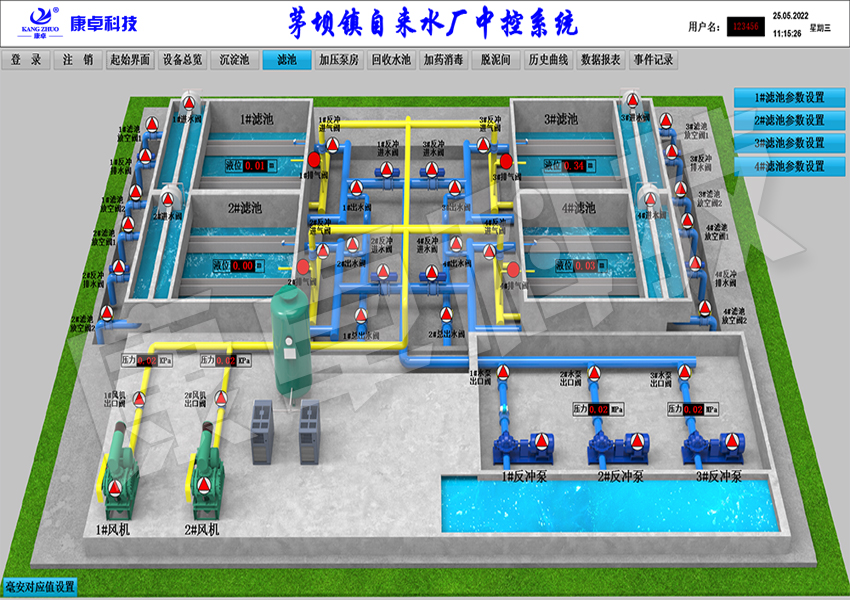
根据监控采集到的数据,生成全厂的生产工艺流程实时动态图,给操作人员提供清晰、友善的人机界面,反映生产工艺流程的实时数据,完成报警、历史数据、历史趋势曲线的显示和查询。同时可以生成各类生产运行管理报表、日报表、月报表和年报表。
城镇污水处理厂
3 系统结构
3.1 系统设备
城镇污水处理厂控制系统是由设在中控室的上位机及设置在设备管理房的1#PLC控制站、紫外消毒系统自带的2#PLC控制站和出水水质在线监测数据采集站组成,1#PLC站、2#PLC站、出水水质在线监测数据采集站与上位机通过光纤冗余环型工业以太网通讯结构方式进行通信,网络传输介质采用光缆,保证数据传输的高速,且不易受电磁波的干扰,同时PLC与现场仪表直接相连。中控室内设置了二台中控机作为工作站,一台数据服务器,一台打印机,一台不间断电源(UPS)等设备。PLC系统采用西门子公司PLC作为控制部分的核心器件,中央控室有组态软件制作的上位机监控系统监控其厂区所有设备的运行状态。
城镇污水处理厂自动化控制柜
3.2 在线检测设备
为满足标准DBJ/T13-88-2010,进水口安装化学需氧量、氨氮、pH等在线检测设备,出水口安装出水累计流量、出水COD、出水氨氮、出水总磷等在线计量、检测设备,同时将进行数据采集,通过总线传输到中控系统和相关主管部门。
3.3 自控系统PLC控制方式
设备由PLC站控制,控制方式又分为“自动/手动”。自动方式-现场PLC根据预定控制程序和设定参数进行控制;手动方式-通过PLC控制柜上的操作终端或按钮进行手动控制。当PLC站发生故障时,可以通过就地操作箱上切换开关实现手动控制,并不影响系统中其它部分的正常运行。







 苏公网安备 32011602010312号
苏公网安备 32011602010312号